
News
Kunststoff
Unternehmen
INNOTEQ 2023: Nachhaltige Swissness für die MEM-Industrie

Monoclonal antibodies (mAbs) have become one of the most important classes of biopharmaceutical products, widely used in oncology, immunology, infectious diseases, and autoimmune disorders. As global demand continues to grow, biomanufacturers must rely on highly efficient, scalable, and standardized upstream platforms for consistent antibody expression. While suspension cell culture remains the mainstream approach for many commercial processes, adherent cell lines and hybridoma-based platforms still depend heavily on systems that support surface-dependent cell growth.
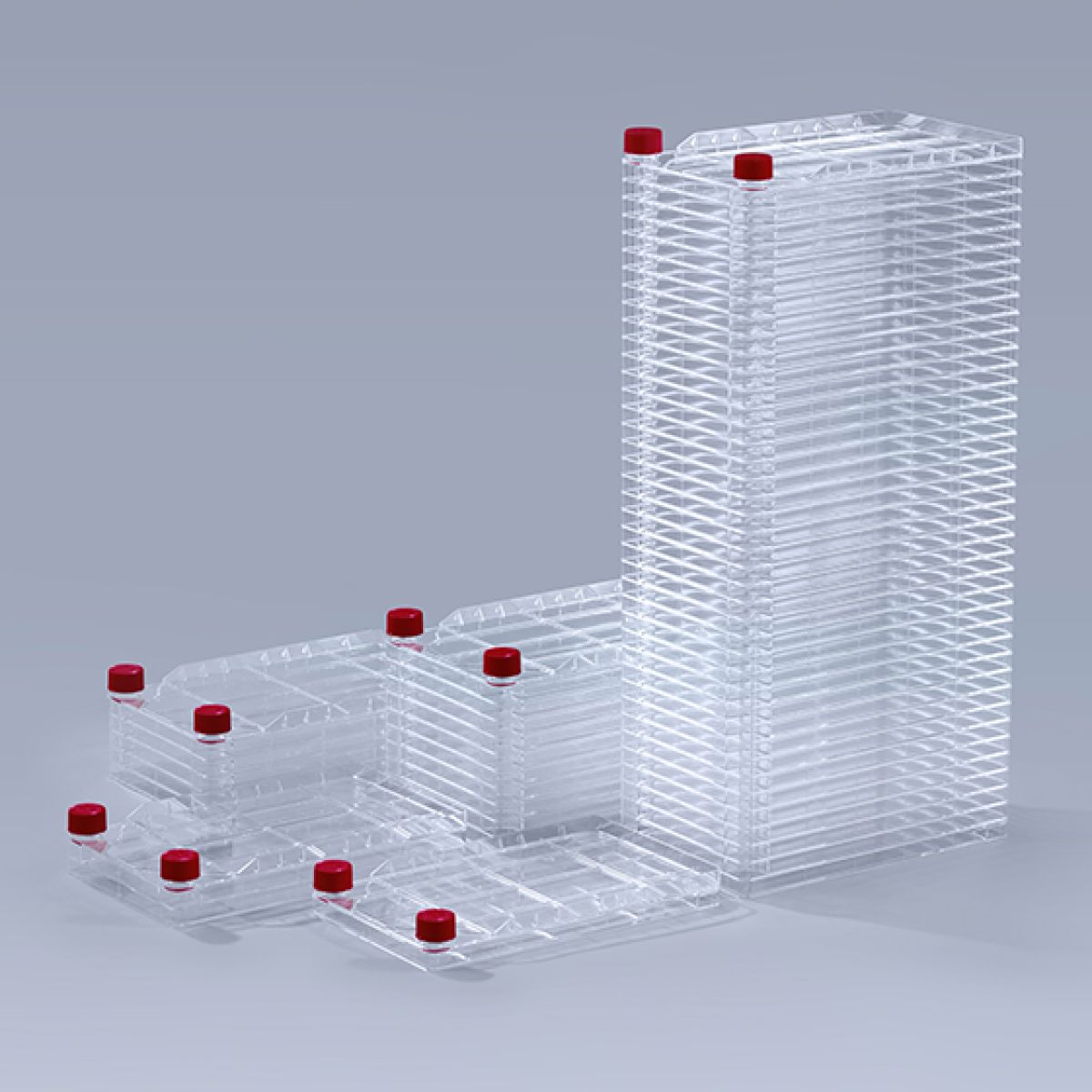
In this context, multilayer cell factory systems have emerged as an essential tool for scalable monoclonal antibody production, offering high-density adherent culture, reduced contamination risk, and strong alignment with GMP manufacturing workflows.
1. High-Density Culture for Enhanced Antibody Yield
Producing monoclonal antibodies from adherent hybridoma cells requires a large surface area to support cell attachment and optimal physiological performance. Cell factory systems provide:
Large total growth surface (e.g., up to 25,000 cm² in a 40-layer chamber)
Uniform TC-treated culture surfaces, promoting consistent cell adhesion
Optimized gas exchange across layers, supporting stable cell metabolism
Compared to roller bottles or traditional flasks, cell factories allow exponential scale-up without expanding the facility footprint, enabling manufacturers to achieve higher antibody yields with fewer units, shorter setup time, and more reproducible results.
2. Scalable and Modular Expansion from R&D to GMP Production
A key advantage of cell factory systems is their seamless scalability. The same culture principles apply across different formats—such as 1-layer, 5-layer, 10-layer, and 40-layer configurations—allowing easy technology transfer between development, pilot-scale, and full-scale manufacturing.
This modularity supports:
Fast scale-up without process redesign
Reduced qualification and validation time
Greater consistency across batches and sites
Because the core structure and process conditions remain the same, manufacturers can rapidly transition from laboratory optimization to commercial production while maintaining process continuity.
3. Closed System Operation Reduces Contamination Risk
Monoclonal antibody production requires strict aseptic control, especially for adherent cell lines that are sensitive to contamination. Modern cell factory systems support closed or semi-closed operation, using:
Sterile heat-sealed or silicone tubing assemblies
Pump-driven inoculation and harvesting
Filtered vent caps
Reduced manual handling
By minimizing open-air exposure, contamination risk is significantly reduced, and process reliability improves. Closed systems also help manufacturers meet international GMP requirements, improving traceability and compliance.
4. Improved Operational Efficiency and Lower Costs
Compared with multiple single-layer flasks or roller bottles, multilayer cell factories offer substantial resource savings:
Reduced labor due to fewer handling units
Lower incubator space requirements
Simplified media feeding and harvesting
Faster turnaround times in each production cycle
This makes cell factory systems ideal for facilities with limited space or those transitioning toward more standardized, automated workflows.
5. Compatibility with Process Automation and Upstream Integration
As biomanufacturers adopt automation to increase productivity and reduce human error, cell factory systems integrate smoothly into modern production lines through:
Automated filling and harvest systems
Peristaltic or pressure-driven pumps
Robotic handling equipment
Single-use tubing and connectors
These integrations enable fully controlled, repeatable operations, reducing variability and increasing overall process robustness.
6. Consistency and Standardization for Regulatory Compliance
Regulatory authorities require tight control over upstream monoclonal antibody production processes. Cell factory systems support compliance by offering:
Uniform manufacturing standards
Batch-to-batch reproducibility
Predictable surface chemistry and cell adhesion performance
High-quality, medical-grade raw materials
Traceable production workflows
This ensures consistent product quality during clinical and commercial manufacturing.
7. Ideal for Hybridoma-Based and Adherent Cell Line Applications
Although many antibody-producing cell lines have transitioned to suspension culture, cell factory systems remain invaluable for:
Classical hybridoma-based monoclonal antibody production
Cell lines that are difficult to adapt to suspension
Early-stage development and screening
Niche production where adherent morphology is required
Veterinary and diagnostic antibody manufacturing
Their flexibility allows them to meet the needs of both research and industrial-scale production.
Conclusion
Cell factory systems provide an efficient, scalable, and standardized platform for monoclonal antibody manufacturing, particularly when using adherent cell lines such as hybridomas. By offering high-density culture capacity, reduced contamination risk, modular scale-up pathways, and compatibility with closed and automated operations, they support reliable GMP-compliant production while minimizing costs and facility space.
As demand for monoclonal antibodies continues to rise, cell factory systems will remain a key technology for biopharmaceutical producers seeking robust and scalable upstream solutions.
