
News
Kunststoff
Unternehmen
INNOTEQ 2023: Nachhaltige Swissness für die MEM-Industrie

In the modern biopharmaceutical industry, vaccine production demands high efficiency, consistent quality, and strict aseptic control. As one of the core systems for large-scale adherent cell culture, cell factory have become the foundation for standardized vaccine manufacturing. Their modular design, closed operation capability, and high space utilization make them an indispensable tool for both upstream virus cultivation and downstream process integration.
1. The Role of Cell Factory in Vaccine Production
Vaccines derived from adherent cell lines—such as Vero, MDCK, and BHK-21—require stable and scalable platforms for virus propagation. Traditional roller bottles or single-layer flasks are limited by manual handling and inconsistent results. In contrast, multilayer cell factories provide a controlled, reproducible environment with large surface areas (up to 25,000 cm² in a 40-layer model), allowing for efficient cell growth and high-yield virus production within a compact footprint.
By minimizing open operations and enabling closed or semi-closed configurations, cell factories significantly reduce contamination risks while maintaining optimal oxygen exchange and nutrient distribution across layers.
2. Standardization Across the Production Workflow
Cell factory are key enablers of process standardization in vaccine production. Their consistent geometry, surface treatment, and material quality ensure batch-to-batch reproducibility—an essential requirement under GMP (Good Manufacturing Practice) conditions.
Key features that support standardized manufacturing include:
TC-treated growth surfaces: Promote uniform cell adhesion and monolayer formation.
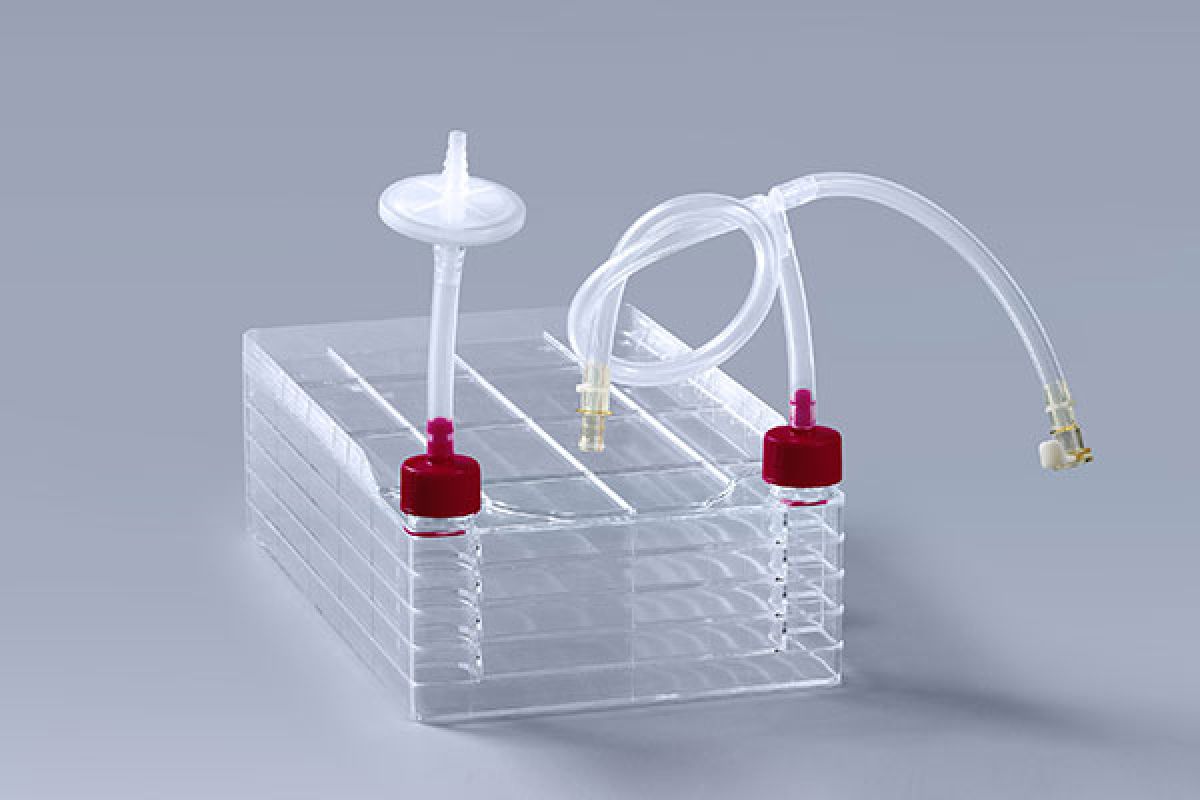
Dual large-neck design: Enhances filling and harvesting efficiency, reduces bubble formation, and facilitates gas exchange.
Switchable vent/seal caps: Allow rapid transition between open and closed systems according to different culture stages.
Customizable tubing assemblies: Enable integration with automated filling, perfusion, and collection systems for fully closed operation.
Through these features, each production cycle can be precisely controlled, measured, and validated, ensuring consistent vaccine potency and purity.
3. Integration with Automated and Closed Systems
Modern vaccine production facilities increasingly adopt automated fluid handling and monitoring systems.Multilayer Cell Factory System can be seamlessly connected to peristaltic pumps, pressure systems, and sensor modules through sterile tubing assemblies. This integration transforms traditional manual operations into closed, contamination-free, and data-driven processes.
When combined with automated inoculation, feeding, and harvesting equipment, FDCELL cell factory systems support continuous and scalable vaccine manufacturing, reducing labor requirements and human error while improving product traceability.
4. Benefits for Biopharmaceutical Manufacturers
The standardized application of cell factory provides multiple tangible benefits for vaccine manufacturers:
Enhanced biosafety and aseptic assurance
Reduced operational variability
Lower facility and labor costs
Simplified scale-up from lab to production
High reproducibility and regulatory compliance
These advantages make cell factory systems the ideal platform for large-scale vaccine production, supporting both traditional viral vaccines and emerging viral vector-based platforms used in gene and cell therapies.
5. Outlook: Toward Fully Automated Vaccine Manufacturing
As vaccine technologies evolve, the demand for modular, single-use, and automated cell culture solutions continues to grow. Cell factory, when integrated with robotics and digital control systems, represent the next step toward fully automated vaccine production lines—combining flexibility, sterility, and scalability in one standardized platform.
FDCELL continues to refine and innovate its multilayer cell factory systems to meet the stringent requirements of global vaccine manufacturers. Through ISO-certified quality management, advanced TC surface treatment, and precision manufacturing in C-class cleanrooms, FDCELL provides reliable solutions that empower the future of safe, efficient, and standardized vaccine production.
