Was unter Sonderwerkzeugen und Spezialformen verstanden wird
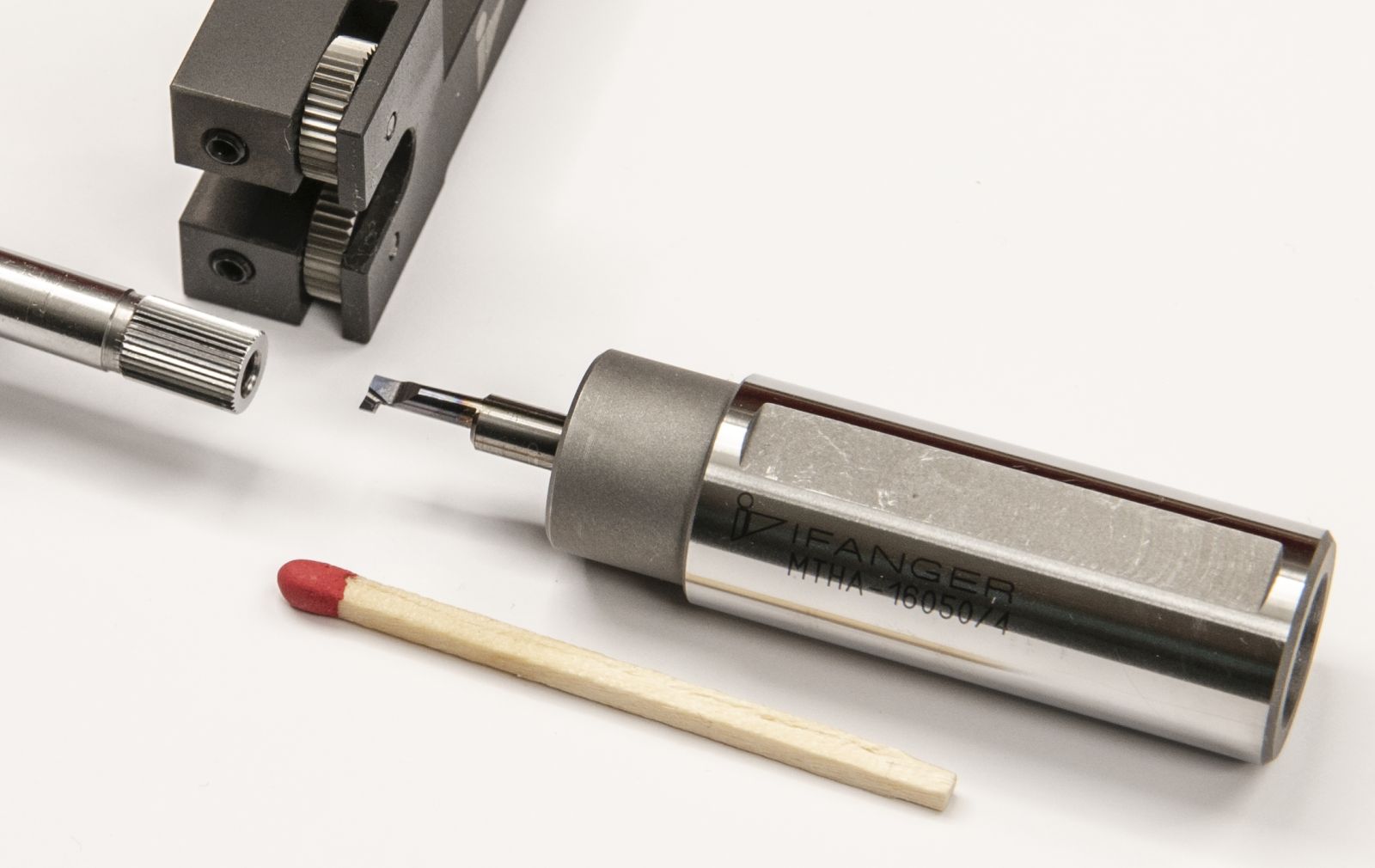
Gemeint sind kundenspezifisch ausgelegte Werkzeuge, Formelemente oder Funktionsgeometrien fuer einen klar definierten Einsatzfall. Dazu gehoeren etwa spezielle Schneidprofile, Formeinsaetze, Praegkonturen, Fuehrungselemente oder kombinierte Werkzeuggeometrien, die auf Bauteilgeometrie, Toleranzen, Bearbeitungsfolge und vorhandene Maschinen abgestimmt werden. Im Unterschied zu Standardnormalien entstehen diese Ausfuehrungen nicht aus einem festen Sortiment, sondern aus den Anforderungen eines konkreten Prozesses.
Typische Einsatzfaelle in der Metallverarbeitung
Sonderwerkzeuge kommen zum Einsatz, wenn Bauteile ungewoehnliche Konturen, enge Platzverhaeltnisse, besondere Bearbeitungsfolgen oder wiederkehrende Sondermerkmale aufweisen. Das betrifft beispielsweise profilierte Bearbeitungen, definierte Umformgeometrien, wiederholgenaue Praegungen oder Werkzeuge fuer schwer zugaengliche Stellen. Auch bei Serienfertigung mit stabilen Rahmenbedingungen werden Sonderformen genutzt, um Prozessschritte zusammenzufassen oder bauteilspezifische Anforderungen reproduzierbar abzubilden.
Ausfuehrungen nach Funktion, Geometrie und Prozess
Die Auspraegung richtet sich nach dem jeweiligen Verfahren. Sonderwerkzeuge koennen als Einzelwerkzeug, Formeinsatz, Satz aus mehreren abgestimmten Komponenten oder als integrierte Loesung fuer mehrere Prozessschritte ausgelegt sein. Spezialformen beziehen sich oft auf definierte Konturen, Radien, Profile, Aufnahmen oder Wirkflaechen. Je nach Anwendung steht dabei entweder die Werkzeuggeometrie selbst im Vordergrund oder die Formgebung an einem Gegenstueck, etwa in Stempel-, Matrizen- oder Einsatzbereichen.
Abgrenzung zu Normalien, modularen Systemen und Vorrichtungen
Innerhalb der Hierarchie gehoeren Sonderwerkzeuge und Spezialformen zu den nicht standardisierten Ausfuehrungen im Umfeld von Werkzeugsystemen und Normalien. Sie unterscheiden sich von Werkzeugnormalien und Werkzeugsortimenten dadurch, dass keine standardisierte Katalogform im Vordergrund steht. Von modularen Werkzeugsystemen grenzen sie sich ab, weil sie nicht primar aus frei kombinierbaren Standardschnittstellen bestehen. Gegenueber Vorrichtungen liegt der Fokus nicht auf dem Spannen, Positionieren oder Fuehren des Werkstuecks, sondern auf der eigentlichen Werkzeugfunktion. Im Unterschied zu Werkzeugaufnahme oder angetriebenen Werkzeugsystemen geht es hier um die anwendungsspezifische Form und Wirkung des Werkzeugs, nicht um die Maschinenschnittstelle oder den Antrieb.