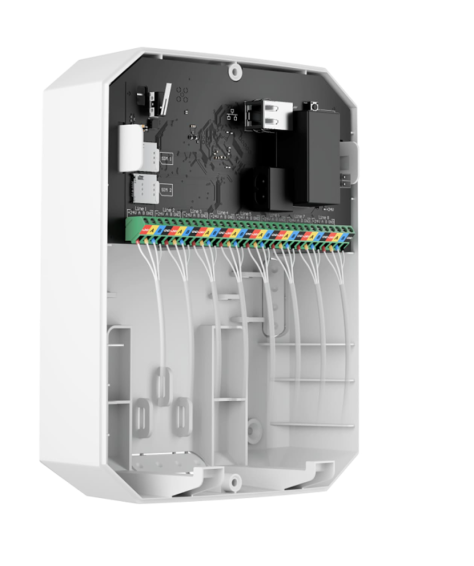
NewsSicherheitSonstige AJAX Superior Alarmanlage jetzt mit Geld-zurück-Garantie – exklusiv bei ALVIS Security GmbHALVIS Security GmbHPubliziert am 7. November 2025
NewsMetallUnternehmen 20 Jahre Fuchs – Mit Leidenschaft zur starken MarkeFuchs Surfaces AGPubliziert am 25. September 2025
NewsBau & InfrastrukturUnternehmen Neue Klimadecken-Produktion in Heppenheim eröffnetBarcol-Air AGPubliziert am 9. September 2025
NewsInformatik & WebEreignis Von TeamViewer zu Splashtop: Warum rockIT auf eine neue Fernwartungslösung setztrockIT AGPubliziert am 25. August 2025
NewsKunststoffMedien Coperion: Ausbau der Partnerschaft mit BrücknerKunststoff-SchweizPubliziert am 21. August 2025
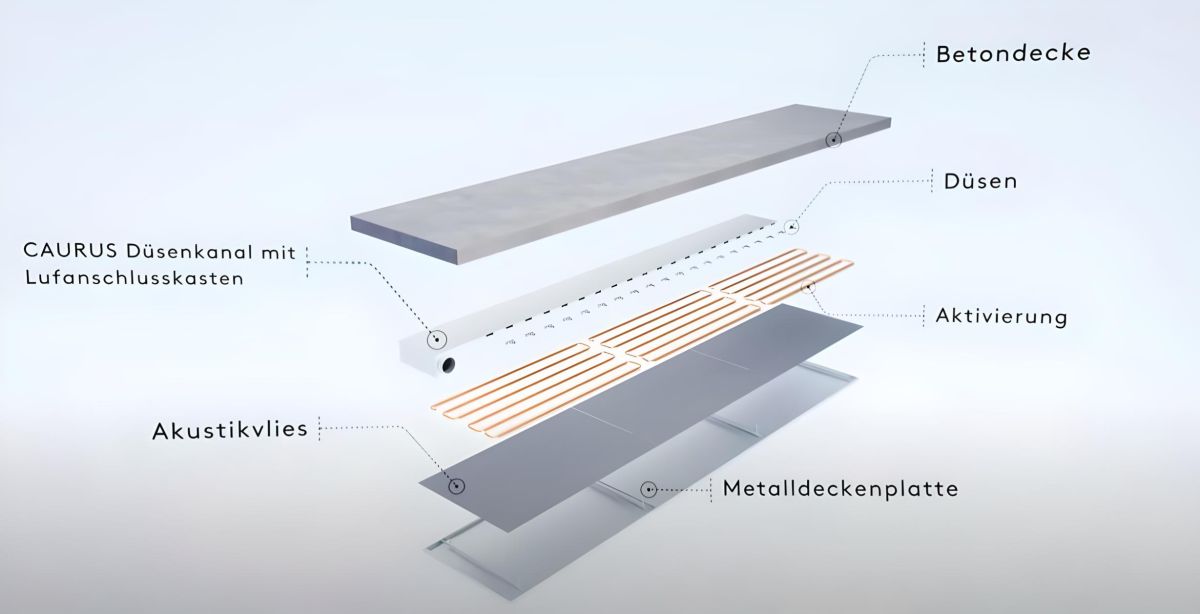
NewsBau & InfrastrukturBildung Was sind Klimadecken – und warum sind sie die Zukunft des Raumklimas?Barcol-Air AGPubliziert am 20. August 2025
NewsMarketingBildung Was ist der AI Mode? So wird er deine SEO-Strategie verändernWAISCH Group GmbHPubliziert am 14. August 2025
NewsMarketingFachwissen Was sind KI-Overviews? Und wie sie deine SEO-Strategie beeinflussenWAISCH Group GmbHPubliziert am 28. Juli 2025
NewsBau & InfrastrukturEngagement Vier unserer Klimadeckensysteme sind jetzt EPD-zertifiziert!Barcol-Air AGPubliziert am 4. Juli 2025
NewsBau & InfrastrukturSonstige Nachhaltiges KlimadeckensystemBarcol-Air AGPubliziert am 1. Juli 2025
NewsEnergie & UmweltEngagement Dr. Michael Grünenfelder folgt auf Heinrich A. Bieler – Stabsübergabe im Bereich Certifications im Swiss Safety CenterSwiss Safety Center AGPubliziert am 14. Juni 2025
NewsBau & InfrastrukturSonstige Geschlossene Klimadecken und Holz-Hybrid-Klimadecken mit Gebäude MassenanbindungBarcol-Air AGPubliziert am 4. Juni 2025
NewsBau & InfrastrukturEngagement RYKO Deckensystem - Clever geplant, zukunftssicher gebaut!Barcol-Air AGPubliziert am 20. Mai 2025
NewsMarketingUnternehmen Wir sind live: Die Branchenplattform für Schweizer Unternehmen ganz neuWAISCH Group GmbHPubliziert am 15. Mai 2025
NewsBau & InfrastrukturEngagement Individuell - Nachhaltig - IntuitivZehnder Group Schweiz AGPubliziert am 10. Mai 2025
NewsEnergie & UmweltEngagement Neu im Sortiment: Zehnder ComfoAir Fit 100Zehnder Group Schweiz AGPubliziert am 13. April 2025
NewsEnergie & UmweltEngagement Zehnder ComfoCube UMV: Der neue Multiverteiler ist jetzt verfügbar!Zehnder Group Schweiz AGPubliziert am 13. April 2025
NewsLandwirtschaftBildung Geschmiedete Hochleistungskomponenten aus Nickel- und Titanlegierungen für extreme BelastungenLa Forge KB Schmiedetechnik GmbHPubliziert am 2. April 2025
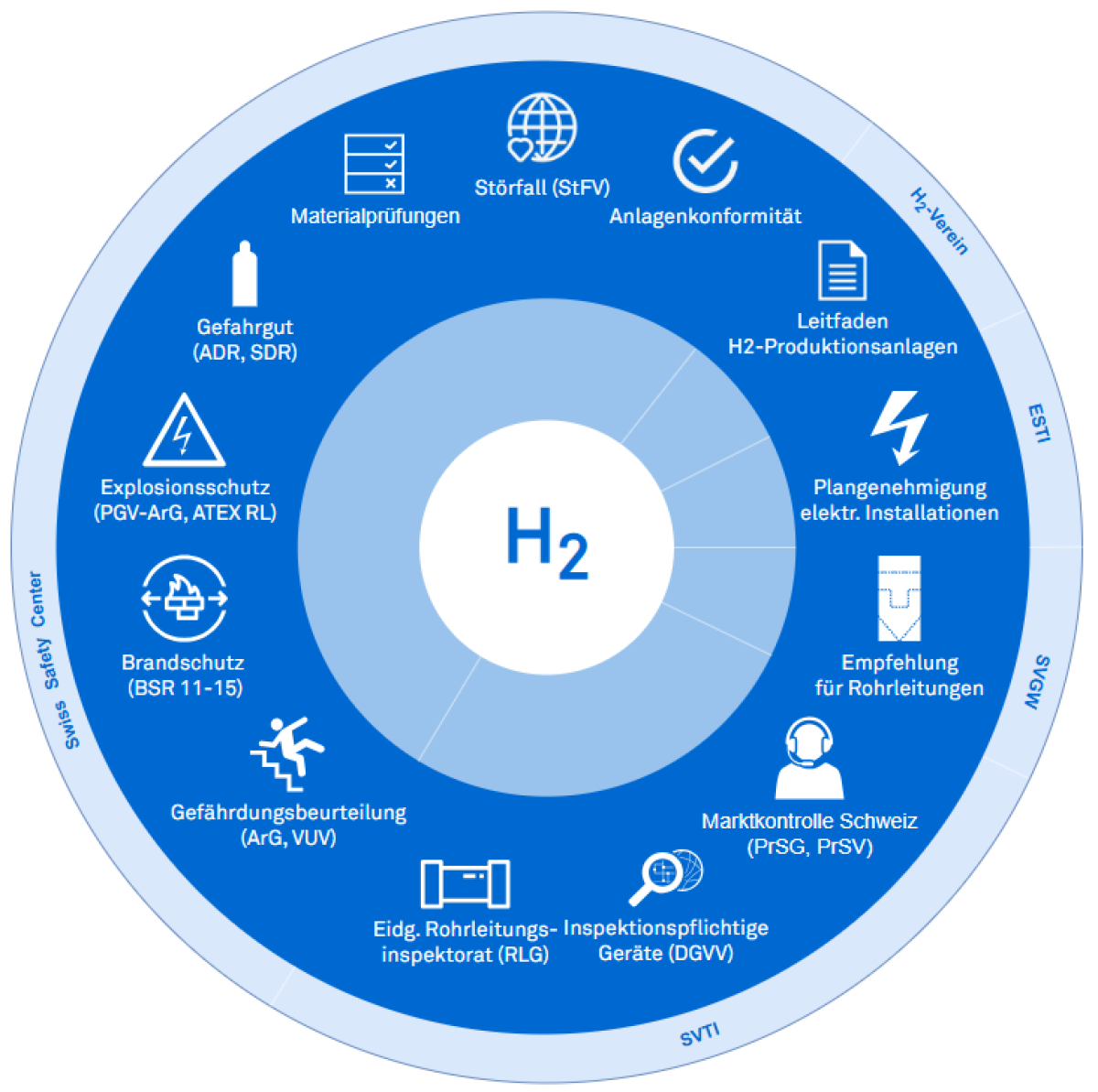
NewsEnergie & UmweltEreignis Safety Talk - Wasserstoff vom 19.05.2025Swiss Safety Center AGPubliziert am 14. März 2025
NewsEnergie & UmweltBildung Durchblick für Sicherheit und Konformität bei Druckgeräten mit dem Lehrgang zum DruckgeräteexpertenSwiss Safety Center AGPubliziert am 13. März 2025
NewsBau & InfrastrukturSonstige Effizienzbooster Gebäude MassenanbindungBarcol-Air AGPubliziert am 4. März 2025
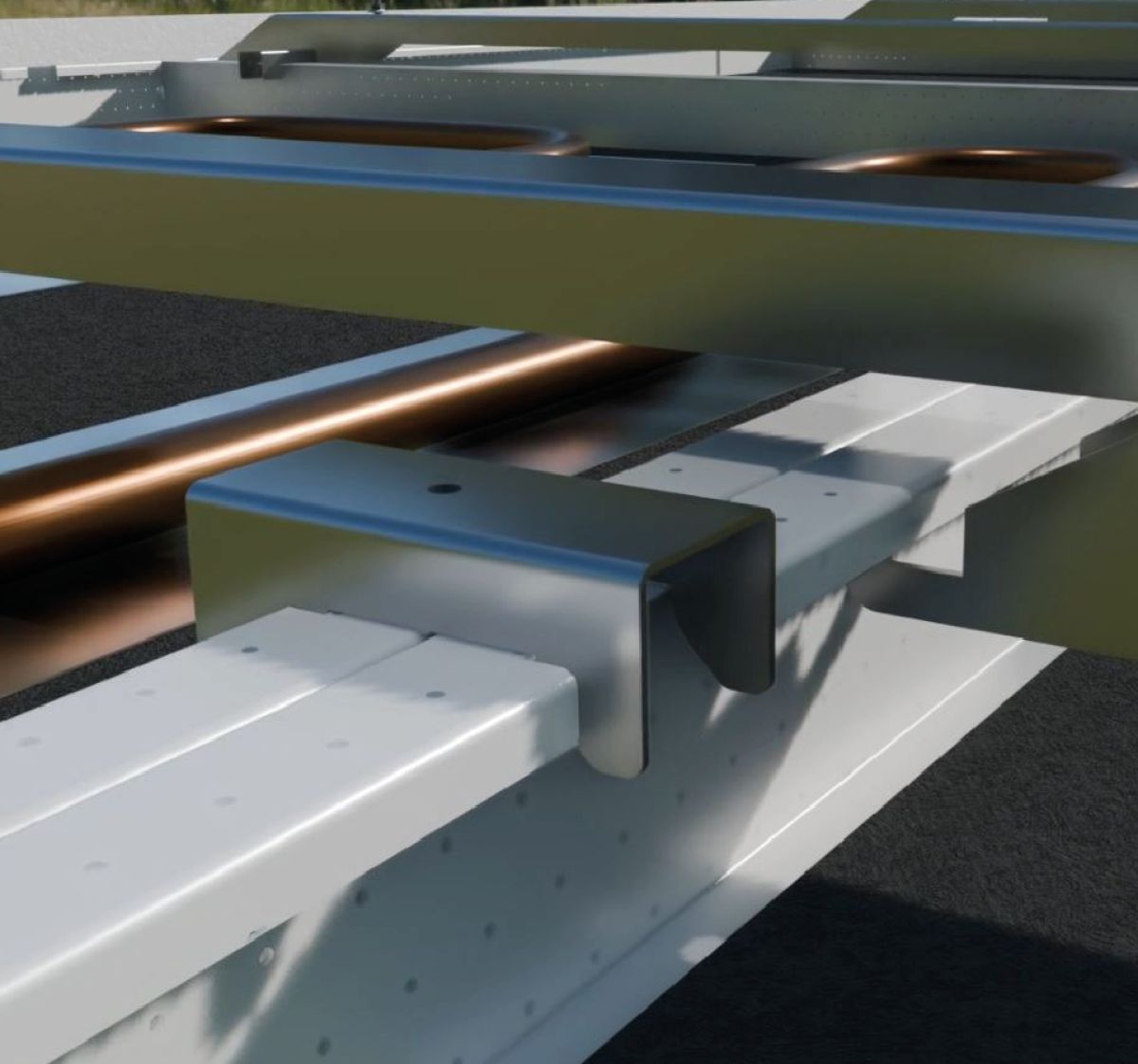
NewsBau & InfrastrukturEngagement CO₂-reduzierter Stahl für KlimadeckenBarcol-Air AGPubliziert am 27. Februar 2025
NewsEnergie & UmweltEngagement Zehnder Tetris und der Rhythmus des DesignZehnder Group Schweiz AGPubliziert am 8. Februar 2025
NewsEnergie & UmweltEngagement Zehnder gewinnt zum fünften Mal den Gold Award 2024 der Schweizer Branchenstudie Architects’ DarlingZehnder Group Schweiz AGPubliziert am 17. Januar 2025
NewsEnergie & UmweltEngagement Two New ArticlesLa Forge KB Schmiedetechnik GmbHPubliziert am 23. November 2024
NewsLandwirtschaftBildung La région du Sauerland – Berceau de la métallurgie médiévaleLa Forge KB Schmiedetechnik GmbHPubliziert am 16. November 2024
NewsEnergie & UmweltEngagement Zuluft-Regelung in frischem DesignZehnder Group Schweiz AGPubliziert am 24. Oktober 2024
NewsMetallEngagement Die deutsche Gesenkschmiede KB Schmiedetechnik sichert sich die Internetdomäne drop-forge.comLa Forge KB Schmiedetechnik GmbHPubliziert am 18. Oktober 2024
NewsEnergie & UmweltEngagement Stilvolle Eleganz für jedes BadezimmerZehnder Group Schweiz AGPubliziert am 10. Oktober 2024
NewsBau & InfrastrukturEngagement Zehnder erweitert Sortiment: Neues Grosslüftungsgerät Flatpower für flexible DeckenmontageZehnder Group Schweiz AGPubliziert am 10. Oktober 2024
NewsMetallSonstige Forgings with optimised grain flow for maximum stability in critical applicationsLa Forge KB Schmiedetechnik GmbHPubliziert am 1. Oktober 2024
NewsEnergie & UmweltEngagement Der Schlüssel zum SmarthomeZehnder Group Schweiz AGPubliziert am 28. September 2024
NewsMetallBildung Pourquoi les Pièces Forgées sont Supérieures dans des Environnements ExigeantsLa Forge KB Schmiedetechnik GmbHPubliziert am 28. September 2024
NewsEnergie & UmweltBildung Durchblick für Sicherheit und Konformität bei Druckgeräten mit dem Lehrgang zum DruckgeräteexpertenSwiss Safety Center AGPubliziert am 25. September 2024
NewsLandwirtschaftBildung Zukunft Schmieden: Seit Jahrtausenden unverzichtbar für den Fortschritt der MenschheitLa Forge KB Schmiedetechnik GmbHPubliziert am 10. September 2024
NewsLandwirtschaftBildung CV and publications by Thomas HennekeLa Forge KB Schmiedetechnik GmbHPubliziert am 7. September 2024
NewsBau & InfrastrukturEngagement Forschung und Entwicklung in unseren LaborsBarcol-Air AGPubliziert am 27. August 2024
NewsBildung & CoachingBildung Der Countdown läuft: 45 junge Schweizer Berufstalente sind bereit für die WorldSkills 2024WAISCH Group GmbHPubliziert am 14. August 2024
NewsEnergie & UmweltSonstige «Die Grossgeräte bestechen durch ihre Einfachheit»Zehnder Group Schweiz AGPubliziert am 26. Juli 2024
NewsEnergie & UmweltEreignis Kostenloser Safety Talk: Inklusion auf Spielplätzen und Freizeitsportanlagen - 29.10.2024Swiss Safety Center AGPubliziert am 9. Juli 2024
NewsEnergie & UmweltBildung Technische Kurse und Lehrgänge Swiss Safety Center AkademieSwiss Safety Center AGPubliziert am 9. Juli 2024
NewsEnergie & UmweltEngagement Eine Partnerschaft für gutes RaumklimaZehnder Group Schweiz AGPubliziert am 27. Juni 2024
NewsEnergie & UmweltUnternehmen Die perfekte RaumkühlungZehnder Group Schweiz AGPubliziert am 24. Mai 2024
NewsEnergie & UmweltInnovation Zehnder ComfoAir Flex: Neues platzsparendes Lüftungsgerät für Büros und GewerbeZehnder Group Schweiz AGPubliziert am 2. Mai 2024
NewsEnergie & UmweltFachwissen Hand in Hand für gutes Raumklima in der SchweizZehnder Group Schweiz AGPubliziert am 5. April 2024
NewsEnergie & UmweltInnovation Handtuchhalter auch in Farbe des HeizkörpersZehnder Group Schweiz AGPubliziert am 21. März 2024
NewsEnergie & UmweltFachwissen Frischluft mit neuen GrosslüftungsgerätenZehnder Group Schweiz AGPubliziert am 20. März 2024