Was CBN-belagte Wendeschneidplatten kennzeichnet
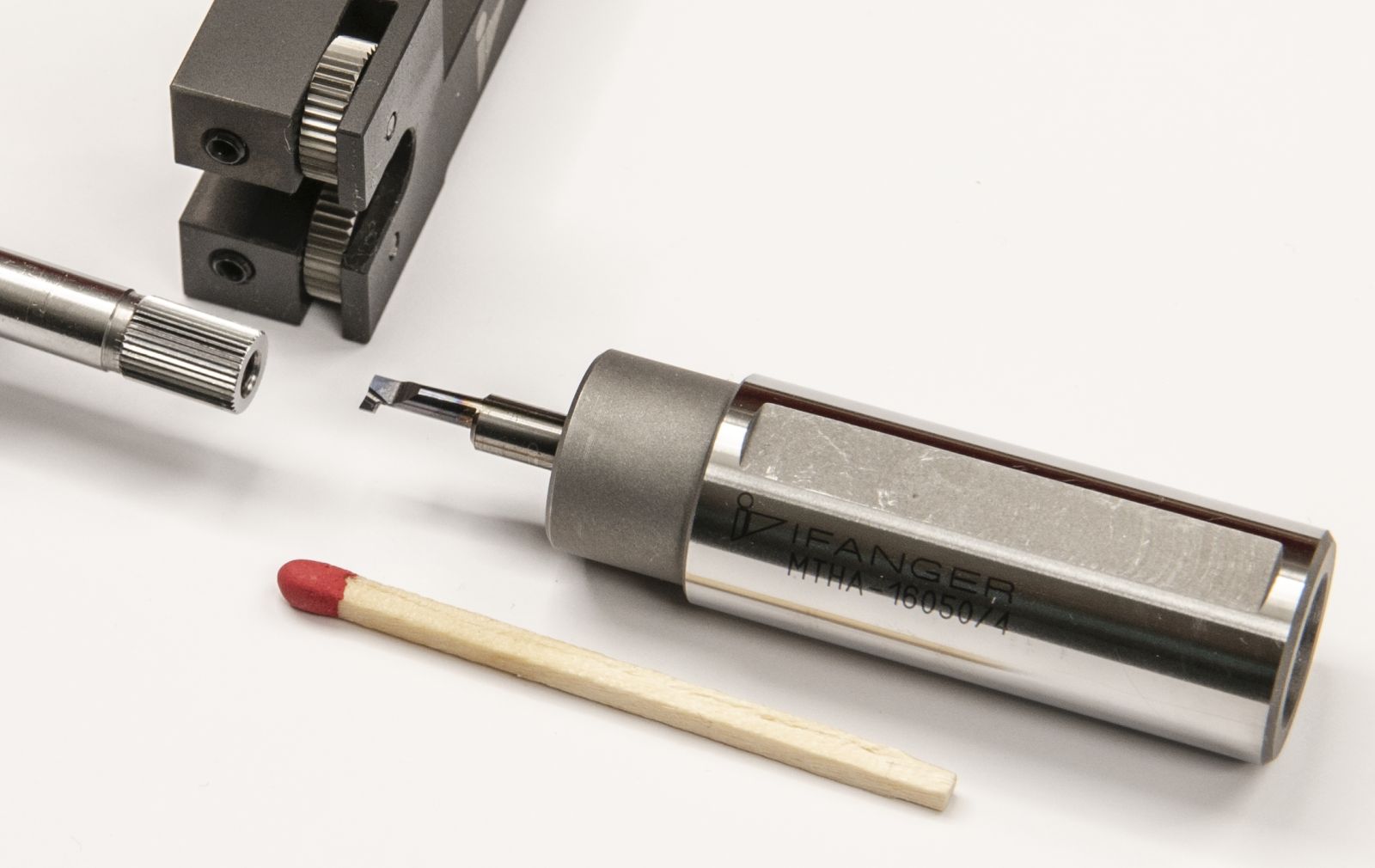
CBN steht für kubisches Bornitrid, einen sehr harten Schneidstoff für die Zerspanung. Bei Wendeschneidplatten mit CBN-Belag liegt der Fokus auf hoher Warmhärte und geringerem Verschleiss bei anspruchsvollen Schnittbedingungen. Solche Platten werden eingesetzt, wenn herkömmliche Hartmetalllösungen bei harten Werkstoffen oder hohen Schnittgeschwindigkeiten an ihre Grenzen kommen. Entscheidend sind dabei nicht nur der Belag selbst, sondern auch Trägerwerkstoff, Schneidkantenvorbereitung und Geometrie der Platte.
Typische Bearbeitungen mit CBN-Belag
CBN-belagte Wendeschneidplatten werden vor allem für das Drehen harter, eisenhaltiger Werkstoffe verwendet. Häufige Einsatzfälle sind das Feinbearbeiten gehärteter Laufflächen, Sitze, Schultern oder anderer funktionsrelevanter Konturen mit engen Toleranzen. Geeignet sind insbesondere stabile Bearbeitungen mit gleichmässigem Schnittverlauf; bei stark unterbrochenem Schnitt steigen die Anforderungen an Schneidkante, Spannsituation und Maschinensteifigkeit. In einzelnen Anwendungen kann CBN auch eingesetzt werden, wenn eine Hartbearbeitung als Alternative zu nachgelagerten Feinprozessen geprüft wird.
Ausführungen nach Werkstoff, Schnittverlauf und Zielgrösse
Innerhalb der Kategorie gibt es Unterschiede bei CBN-Anteil, Belagsaufbau, Trägerplatte und Schneidkantenform. Für kontinuierliche Schnitte und hohe Anforderungen an die Oberfläche werden andere Ausführungen gewählt als für zähere Werkstoffe oder leicht unterbrochene Bearbeitungen. Auch Eckenradius, Freiwinkel, Spanleitstufe und Kantenpräparation beeinflussen, ob der Schwerpunkt auf Oberflächengüte, Standzeit oder Kantenstabilität liegt. Die Auswahl richtet sich deshalb nicht nur nach dem Werkstoff, sondern auch nach Härte, Schnittdaten, Bearbeitungsstrategie und der gewünschten Prozesssicherheit.
Abgrenzung zu PKD, Hartmetall und anwendungsbezogenen Kategorien
Im Unterschied zu Hartmetallwendeschneidplatten, beschichtet oder unbeschichtet, zielt CBN auf Bearbeitungen ab, bei denen sehr harte Eisenwerkstoffe im Vordergrund stehen. Gegenüber Platten mit PKD-Belag ist CBN typischerweise die Lösung für ferromagnetische und gehärtete Werkstoffe, während PKD vor allem bei Nichteisenmetallen und abrasiven nichtmetallischen Werkstoffen eingesetzt wird. Die Geschwisterkategorien "Zum Drehen", "Zum Fräsen" und "Zum Bohren" beschreiben primär die Bearbeitungsart; "Mit CBN-Belag" beschreibt dagegen den Schneidstoff der Wendeschneidplatte. Dadurch kann eine CBN-Platte fachlich einer Bearbeitungsart zugeordnet werden, bleibt aber materialseitig eine eigene Unterkategorie innerhalb der Wendeschneidplatten.